

PCB制造相关
热风回流焊是种通过对流喷射管嘴或者耐热风机来迫使气流循环从而实现被焊件加热的焊接方法该类设备在90年代开始兴起。由于采用此种加热方式印制板(PCB)和元器件的温度接近给定加热温区的气体温度完全克服了红外回流焊的局部温差和遮蔽效应故目前应用较广。
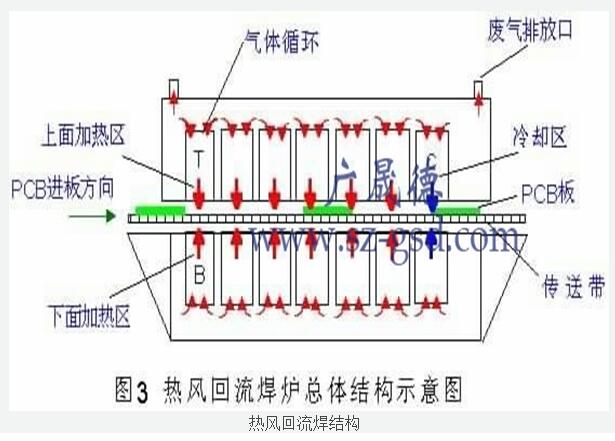
如图炉体分为上下两个密封箱体,中间为传送带。部分炉体的长短主要根据加热区和冷却区的多少而不同,目前的回流炉的加热区有4~10个区不等,冷却区有1~2个区不等,也有的炉不带冷却区,让PCB板出炉后在空气中自然冷却。每个温区的温度可编程设定,般可设温度范围从室温到275度左右(视厂设定),回流焊炉另个重要的区别在于它是否具备进行充氮气焊接的能力,或是只能在空气环境下焊接。用户般可根据自己的用途来选择炉体的长短和炉子的气体环境要求。
1、加热区结构
炉体内每个加热区的结构都是样的。在上下加热区各有个马达驱动叶轮高速旋转,产生空气或氮气的吹力。气体经加热丝或其它材料加热后,从多孔板里吹出,打到PCB板上。有的回流炉的马达转速是可编程调节的,如力锋ROHS-848,可从1000~2800RPM,而有的炉是厂出厂时已固定的,如BTU炉厂出厂时已定为高转速约3000RPM。马达转速越快,风力越大,热交换能力越强。通过测量气体吹出的风压,可以监控马达的运转是否正常。由于回流过程中锡膏中助焊剂的挥发,可能凝结在叶轮上,降低风的效率,导致温度回流曲线的减低。因此有必要定期检查和清洁叶轮。
2、温度控制
热风回流焊机的每个加热区的温度控制都是立的闭环控制系统。温度控制器通过PID控制把温度保持在设定值。温度传感器采用的热偶线装在多孔板的下面,感应气流的温度。如果加热区的温度出现异常,例如不加温,或加温缓慢,般需要检查固态继电器是否正常,加热区的加热器是否老化需要更换(般使用多年的回流炉容易出现这个问题)。若出现温度显示错误,般是热偶线已损坏。
3、冷却区结构
PCB板经过回流焊接后,必须立即进行冷却,才能得到很好的焊接效果。因此在回流焊炉的后都是有个冷却区。冷却区的结构是个水循环的热交换器。冷却风扇把热气吹到循环水换热器后,经降温的气体再打到PCB板上。热交换器内的热量经循环水带走,循环水经降温后再流回换热器。
由于在冷却系统中,助焊剂(Flux)容易凝结,因此必须定期检查和清洁助焊剂过滤器上的助焊剂,否则热循环效率的下降会减低冷却系统的效率,使冷却变差,导致产品的焊接质量下降。过热焊接的PCB板的长期稳定性会下降。
热风回流焊炉通过热风的层流运动传递热能,利用加热器与风扇,使炉内空气不断升温并循环,待焊件在炉内受到炽热气体的加热,从而实现焊接。热风式回流焊炉具有加热均匀、温度稳定的特点,PCB的上、下温差及沿炉长方向的温度梯度不容易控制,般不单使用。自20世纪90年代起,随着SMT应用的不断扩大与元器件的进步小型化,设备开发制造商纷纷改进加热器的分布、空气的循环流向,并增加温区8个、10个,使能进步精确控制炉膛各部位的温度分布,更便于温度曲线的理想调节。全热风强制对流的回流焊炉经过不断改进与完善,成为了SMT焊接的主流设备。
全部0条评论

快来发表一下你的评论吧 !

