

简介
许多行业都需要能够在极端高温等恶劣环境下可靠工作的电子设备。依照传统做法,在设计需要在常温范围之外工作的电子设备时,工程师必须采用主动或被动冷却技术,但某些应用可能无法进行冷却,或是电子设备在高温下工作时更为有利,可提升系统可靠性或降低成本。这便提出了影响电子系统方方面面的诸多挑战,包括硅、封装、认证方法和设计技术。
高温应用
最古老以及目前最大的高温电子设备(》150°C)应用领域是地下石油和天然气行业(图1)。在该应用中,工作温度和地下井深成函数关系。全球地热梯度一般为25°C/km深度,某些地区更大。
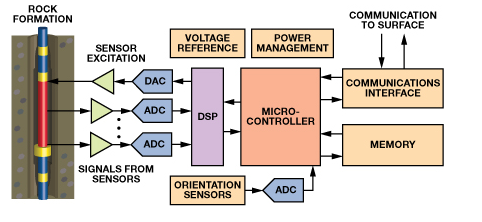
图2.简化测井仪器信号链
图2.简化测井仪器信号链:除了石油和天然气行业外,航空电子等其他应用对高温电子器件的需求也日渐增多。如今,航空业正日益向“多电子飞机”(MEA)的趋势发展。这一方案一方面是为了用分布式控制系统取代传统集中式发动机控制器。1集中式控制需要采用由数百个导体和多个连接器接口组成的庞大重型线束。分布式控制方案则将发动机控制系统放置在离发动机较近的地方(图3),将互连的复杂性降低了10倍,使飞机的重量减轻了数百磅,2同时增加了系统可靠性(估计值在某种程度上与连接器引脚数成函数关系(根据MIL-HDBK-217F计算)3
图4.典型的汽车最高温度范围5
使用超出数据手册温度规格的IC
过去,由于无法获得高温IC,石油和天然气等行业的高温电子设备设计师只能使用远高于额定规格的标准温度器件。有些标准温度的IC确实能在高温下工作,但是使用起来非常困难,并且十分危险。例如,工程师必须确定可能选用的器件,充分测试并描述其温度性能,并验证其长期可靠性。器件的性能和寿命经常会大幅递减。这一过程充满挑战且昂贵耗时:
器件验证需要用高温印刷电路板(PCB)和设备在实验室烤箱中进行测试,测试时间至少应达到任务剖面所需的时间。由于可能面临新的故障机制,测试速度很难加快。测试过程中如出现故障,需要再次选择器件并经过长期测试,从而延长项目时间。
数据手册规格之外的工作情况无法获得保证,性能可能随器件批次而变化。具体而言,IC工艺变化会在极端温度时导致意外故障。
塑料封装只在不超过约175°C时保持鲁棒,且工作寿命减少。在这一温度限值附近,如果不进行昂贵耗时的实验室故障分析,很难区分故障是因封装还是硅材料引起的。陶瓷封装的标准器件供货较为稀缺。
恶劣环境下使用的器件通常不仅要能承受高温,还要能承受冲击和振动。许多工程师都喜欢采用带引脚的封装(如DIP或鸥翼SMT),因为这些封装可以为PCB提供更加鲁棒的安装。由于其他行业倾向于小型无引脚封装,会进一步限制器件的选择。
最好采用裸片形式的器件,尤其是在器件只提供塑料封装的情况下。然后,芯片可以采用符合高温的密封封装或多芯片模式重新封装。但是,能够在高温下工作的器件原本就不多,能够通过测试的芯片就更少。
由于时间和测试设备限制,业界工程师可能倾向于将器件的条件限制在特定的应用电路中,而不是涵盖所有的关键器件参数,使器件难以不经进一步测试便重新用于其它项目。
数据手册未列出的关键IC属性(如金属互连的电子迁移)可能在高温时引起故障。
针对高温设计并通过认证的IC
幸运的是,凭借最近的IC技术,能够保证以数据手册规格在高温下可靠工作的器件已经问世。工艺技术、电路设计和布局技术均有所发展。
要想在高温条件下顺利工作,必须能够同时管理多个关键器件特性。其中一项最重要也是最为人熟知的挑战是因为衬底漏电流上升而产生。其他因素包括载流子迁移率, 下降、VT, β, 和 VSAT, 等器件参数变化、金属互连电子迁移增加,以及电介质击穿强度下降。6虽然标准硅可以在125°C以上的军用温度要求下正常工作,7但每上升10°C,标准硅工艺中的泄露就会增加一倍,许多精密应用都不能接受这一情况。
沟道隔离、绝缘硅片 (SOI)和标准硅工艺中的其他变化都会大大降低泄露,使高性能工作温度远高于200°C。图5所示为SOI双极性工艺减少泄露区域的过程。碳化硅(SiC)之类的宽带隙材料会使性能进一步提升,实验室研究显示,碳化硅IC可在高达600°C下工作。但是,SiC是一种新型的工艺技术,目前市场上只有功率开关之类的简单器件。
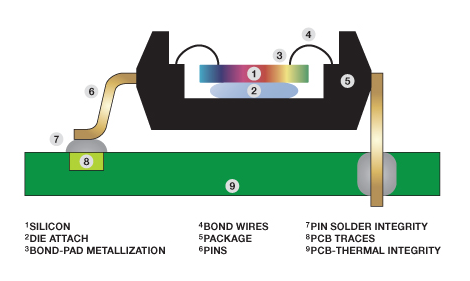
图6.IC封装和贴装元件
芯片粘着 材料可以确保将硅连接至封装或基板。许多在标准温度范围能够稳定使用的材料都具有较低的玻璃化转变温度(TG),不适合在高温下工作。对芯片、芯片粘着材料和基板的热膨胀系数(CTE)进行匹配时需要特别注意,以防止芯片在宽温度范围内反复工作时受到应力或断裂。芯片上即便受到少量的机械应力,也可能会导致电气参数发生变化,达到精密应用不可接受的水平。对于需要采用热连接和电气连接连接至封装基板的功率器件,可能需要使用金属芯片粘着材料。
线焊是芯片和引脚互连的一种方法,这种方法是在芯片表面上从引脚架构至焊盘用金属线连接。对高温下的线焊可靠性而言,线所用金属与焊盘金属化层的兼容性是一大问题。由于焊接金属兼容性差产生的故障有两方面,一方面是边界接口的金属间化合物 (IMC)生长,这会导致焊接易碎;另一方面是扩散(柯肯达尔效应),这会在接口处产生空洞,减小焊接强度并增加其电阻。遗憾的是,业界最常见的金属组合之一(金线和铝焊盘金属化层)在高温时就容易产生上述现象。图7是金/铝焊接的剖面图,该图显示了IMC的生长情况,在高温条件下经过500小时后会影响焊接的完整性。
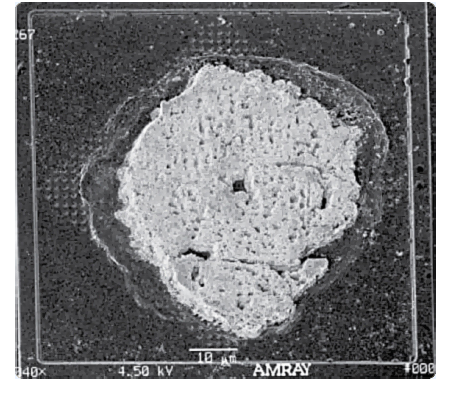
图8.产生空洞的金属间化合物生长
图9显示了单金属焊接在高温下的鲁棒性。从焊接剖面来看,195°C下经过3000小时后未出现IMC生长迹象。
图10.密封侧面钎焊陶瓷DIP封装
封装引脚配置和金属化情况也必须加以评估。表面贴装器件质量仅取决于焊盘面积以及铜层和预浸材料之间的粘结质量。另一方面,通孔DIP配置(业界最可靠的封装之一)也可提供鲁棒的冲击和振动性能。极端情况下,要想进一步提升连接强度,还可以弯曲电路板底侧引脚,并将其“钉”在PCB上,但是,通孔引脚排列不允许电路板低侧的元件密集分布,这可能是空间限制严格的井下仪器等应用面临的一大问题。
许多情况下,鸥翼SMT引脚配置是一种可行的替代方法,但是,无引脚SMT在许多高温环境下面临高冲击和振动时不够鲁棒。采用SMT器件时,设计人员应当考虑其高度和质量。采用高温环氧树脂可以提高连接鲁棒性,但是会增加制造成本,加大维修难度。在所有情况下,引脚金属化层都必须兼容高温焊料。
最常见的标准焊料合金熔点低于200°C。但是,有一些现成的合金可以列入“高熔点”(HMP)合金,其熔点远高于250°C。即便在这些情况下,对任何受应力影响的焊料而言,其最高推荐工作温度也比其熔点低40°C左右。例如,标准HMP焊料合金由5%的锡、93.5%的铅和1.5%的银组成,熔点为294°C,但其推荐工作温度仅为255°C。9注意,BGA (球栅阵列)封装有工厂粘结的焊料球,熔点可能不会太高。
最后,PCB本身也可能是焊接失败的原因。标准FR4材料在130°C至180°C时可在任意位置发生玻璃化转变,依具体成分而定。如果在该温度以上使用(即使时间较短),也会出现扩散和分层。聚酰亚胺是一种可靠的替代材料(Kapton中就采用了这种材料),其TG高达250°C,具体依成分而定。但是,聚酰亚胺的吸湿性极强,可能会使PCB由于各种机制迅速出现故障,因此,控制其在湿气中的暴露至关重要。近些年来,业界引进了吸湿性较小且能在高温时保持完整的新型层压材料。
验证、认证与测试
在实验室验证高温器件并非易事,因为工程师需要综合上述各项技术才能在极端温度下测试器件性能。除了在建造测试夹具时采用特殊材料外,测试工程师还必须谨慎操作环境试验箱,使系统调整至所需的温度变化。由于膨胀系数不匹配,快速温度变化会对PCB板上的焊点造成损害,产生翘曲变形,并最终使系统过早出现故障。业界采用的原则是将温度变化率保持在每分钟3°C以下。
为了加快寿命与可靠性测试过程,在高温下测试电子器件是一种可以接受的方法。这里需要引入一个加速系数α,根据Arrhenius方程计算:
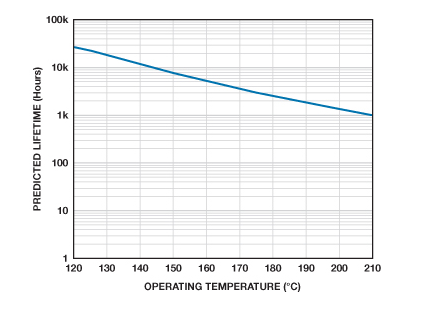
图11.AD8229寿命与工作温度,1000小时(210°C)11
高温IC的可靠特性测试还存在其他阻碍因素。例如,采用的测试和测量系统可靠性取决于其最薄弱的环节。这意味着长期处于高温下的每个要素自身的可靠性都必须优于IC。系统如果不可靠,产生的数据就无法体现器件的长期可靠性,并且使得整个过程不断重复,既昂贵又耗时。统计技术可以提高测试成功率,包括准确加大测试样本,以增加误差余量,防止因DUT(受测试器件)故障导致系统过早出现故障。
另一个阻碍因素由保证极端情况下性能参数所需的生产环节造成,例如测试、探测和调整。开发团队需要针对高温产品对这些环节进行定制。
高温系统设计考虑因素
高温工作电路的设计人员必须考虑IC参数和无源器件在宽温度范围内的变化,特别关注其在极端温度下的特性,以确保电路能够在目标限制内工作。例如失调和输入偏置漂移、增益误差、温度系数、电压额定值、功耗、电路板泄露,以及其他分立器件(如ESD使用的器件和过压保护器件)的固有泄露。例如,在高源阻抗与某放大器输入端串联时,无用的漏电流(非放大器本身的偏置电流)会产生失调,进而引起偏置电流测量误差(图12)。
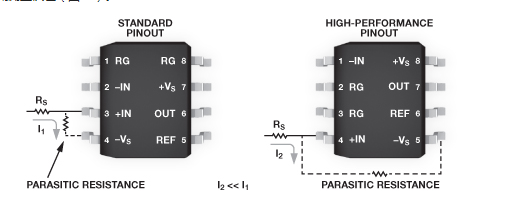
图13.器件引脚排列改进有助于将寄生泄露降至最低
二极管、瞬态电压抑制器(TVS)和其他半导体器件的泄露都会随着温度升高成指数递增,而且许多情况下都比放大器的输入偏置电流高出很多个数量级。在这些情况下,设计人员必须确保极端温度下的泄露不会降低电路规格,使其超出所需限制。
如今,有多种无源器件可供高温工作环境使用。电阻和电容在各种电路设计中十分常见。表1列出了市场上现有的一些器件。
Table 1. Examples of High-Temperature Resistors and Capacitors
电容最高额定温度注释
MLCC(陶瓷)C0G/NP0200°C低容值,低温度系数(TC),提供SMT或通孔封装
MLCC(陶瓷)C0G/NP0200°CTC高于C0G/NP0,成本低
液体钽电解电容200°C高容值,大多数采用通孔封装
钽电解电容175°C高容值,提供SMT封装
电阻最高额定温度注释
线绕电阻275°C高浪涌能力,稳定
金属薄膜电阻230°C高精度
金属氧化物电阻230°C通用
厚膜电阻275°C通用,宽电阻范围
薄膜电阻215°C紧凑,低TC,高稳定性,提供电阻阵列
陶瓷复合电阻220°C碳素电阻在高温下的替代品
注意,表面贴装器件如果靠着PCB,引脚间就很容易产生泄露,因为焊剂残留在装配结束后还会留在电路板底部。这些焊剂残留会吸湿,从而增加高温时的传导率。此时,表面贴装器件中会出现寄生电阻(特性很难预测),可能会引起其他的电路误差。要解决这一问题,可以考虑选用尺寸较大的芯片、鸥翼引脚,或在特别敏感的电路区域采用通孔器件。最后,在装配过程结束前再增加一道有效的电路板清洗环节(通常采用超声或皂化剂),无用的残留几乎就能全部清除。
设计人员在设计恶劣环境下工作的系统时,必须谨记热管理要求。即使在用到高温专用器件时,也应考虑与其功耗相关的自热效应。例如,AD8229的保证工作温度高达210°C,相当于一个小输出电流负载。由驱动高负载或永久故障条件(如输出短路)造成的额外功耗会增加结温,使其超过器件的最大额定值,大大降低放大器的工作寿命。请务必遵循推荐的散热指南,并且注意电源调节器等邻近热源。
即使是高温电阻,70°C以上时额定功率也会降低。应特别注意目标工作温度时的电阻温度额定值,尤其是在功耗相当大的情况下。例如,假设额定值为200°C的电阻在190°C的环境温度下工作,如果其因功耗产生的自热为20°C,那么还是超过了额定值。
虽然许多无源器件可以承受高温,但其结构可能并不适合长期处于冲击振动和高温兼具的环境。此外,高温电阻和电容制造商也明确规定了其在给定温度下的工作寿命。使所有器件的工作寿命规格保持匹配对建立高度可靠的系统至关重要。最后,不要忘了,许多额定值达到高温的器件可能需要降低额定值,以保持长久工作。
案例研究:绘制烤箱中的热梯度
AD8229和ADXL206(双轴加速度计)在轻便安全的高温环境下工作,可作为高温应用中两种适当的器件进行演示。演示采用了一个小型电烤箱,带有一个旋转组件,上方装有高温PCB,且能够连续工作。烤箱中的加热元件位于顶部附近。这种设计会在烤箱内产生较大的温度梯度。旋转机制用于同时测量温度和位置的实验之中。
AD8229负责调理来自K型热电偶的信号,热电偶在烤箱内不断旋转。热电偶探针伸出PCB约6英寸,目的是为了更好地测量烤箱温度变化。同时,ADXL206负责测量旋转角度。三个信号(温度梯度、x轴加速度和y轴加速度)通过一个额定值达到高温工作条件的滑环(旋转连接器)来传送。滑环可以保持与非旋转线缆的连接,线缆连接至烤箱外的数据采集电路板。由于“冷结点”位于烤箱内部,可以采用附加热电偶为内部温度提供静态参考。AD8495热电偶放大器(也位于烤箱外)采用其集成冷结补偿来调理附加热电偶的信号。
烤箱内的电路板位于中心附近的旋转组件上,该位置的温度约为175°C。电路板结构采用聚酰亚胺材料。铜层上的走线采用0.020英寸的最小宽度,以改进铜与预浸材料的连接(图14)。器件采用标准HMP焊料(5/93.5/1.5锡/铅/银)连接,并采用特氟龙镀膜线连接电路板和滑环。
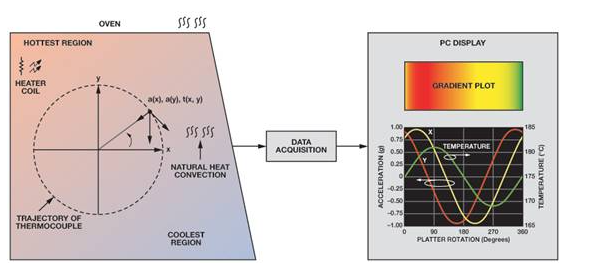
图15.高温演示图
结论
许多(包括成熟与新兴)应用都需要能够在极端高温环境下工作的器件。过去,由于缺少额定值能够在此类恶劣环境下工作的器件,设计这种可靠的系统十分困难。而现在,能够在这些环境下工作的IC和支持器件都已出现,既节省了工程设计时间,又降低了失败风险。采用这种新技术并遵照高温设计方法,就能使高性能系统在与之前可行环境相比更加极端的环境下可靠工作。
编辑:hfy
全部0条评论

快来发表一下你的评论吧 !

