

电子说
一、注塑机原理与工艺介绍
注塑机是一种专用的塑料成型机械。它利用塑料的热塑性,经适当加热熔化后,加高压快速流入模,经一定时间保压、冷却,成为各种型材和塑料制品。
注塑机的一个工作循环包括如下运作:
(1)锁合模:模板快速接近定模板,且确认无异物存在时,系统转为高压,将模板锁合;
(2)注射台前移:喷嘴与模具紧贴;
(3)注射:注射螺杆以一定的压力和速度将料筒前端的熔料注入模腔;
(4)保压、冷却:通过此动作,使模腔内的塑料制品冷却成形;
(5)预塑:传统上应用液压马达驱动螺杆并后退,料斗中加入的塑料粒子被前推进行预塑。螺杆后退到预定位置,停止转动,准备下一次注射;
(6)注射台后退,开模;
(7)顶出制品。
液压系统通过油泵和不同阀门的配合产生压力和流量,提供油缸和液压马达所要求的推动力和移动速度。
二、注塑机常见方案对比
1、传统注塑机系统方案:
传统定量泵注塑机是采用定量泵供油的,注塑过程的各个动作对速度、压力的要求不一样,它是通过注塑机的比例阀采用溢流调节的方式将多余的油旁路流回油箱,在整个过程中,马达的转速是不变的,故供油量也是固定的,而由于执行动作是间隙性的,也并不可能是满负载的,因此定量供油浪费了很大的能量。
变量泵注塑机在马达转速不变的情况下,根据压力、流量的变化改变液压泵排量,同时电机负载也会随着排量而改变。如果忽略机械能到液压能转换过程中的能量损失,则可近似认为油泵的输出功率与电机的输出转矩与电机转速成正比。所以变量泵比定量泵方案要节省能量。
2、变频改造方案:
此方案将控制比例流量阀的电流/压力信号同时输入给变频器的模拟量输入端,通过控制油泵电机的转速,油泵的实际流量正比于电机的转速,油泵的功率因此也正比于电机的转速,起到了节能的目的。其系统方案图所图1所示。根据塑料制品和工艺要求的不同,其节能效果从35%至70%的范围内不等。
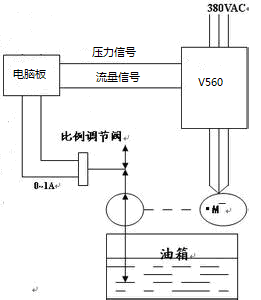
图1 注塑机变频改造方案系统图
3、伺服改造方案:
伺服改造方案原理与方案2相同,不同之处在于油泵的驱动不一样。方案2由普通异步电机与变频器驱动,而伺服方案中油泵的驱动由永磁同步伺服电机和伺服驱动器组成。
系统方案如图2所示:
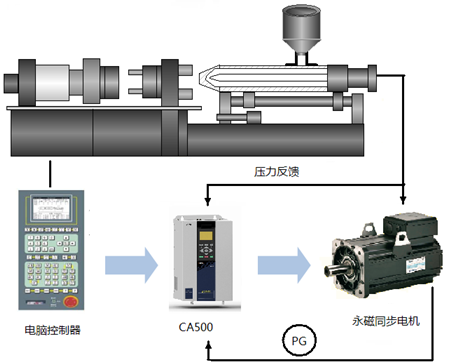
图2注塑机伺服油泵方案
伺服驱动方案与普通变频异步电机驱动方案相比,具有节能率高、效率高、成品率高等优点。伺服驱动电机液压能耗要比传统注塑机节能40~90%,比变频器改造注塑机节能20~50%。
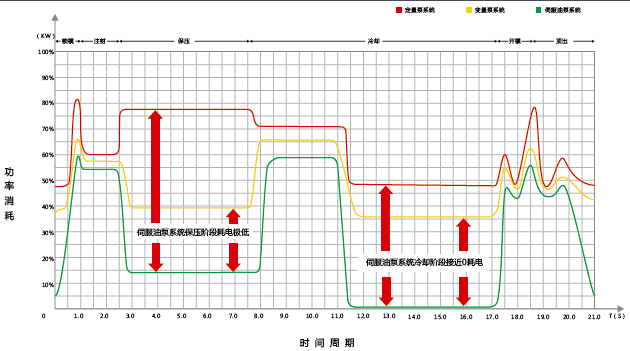
图3三种油泵方案节能对比图
三、四方伺服注塑机方案介绍
四方注塑机同步伺服油泵系统方案,以CA500系列重载型伺服驱动器为伺服电机控制平台,搭配电液注塑伺服专用适配卡和旋变适配卡,与同步电机组成伺服闭环控制系统。
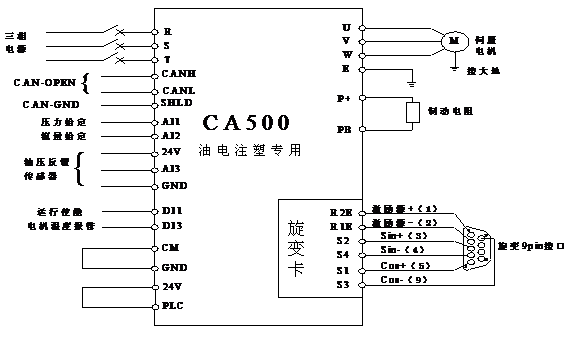
图4 伺服系统电气配线图
四方伺服注塑机方案特点:
1、基于大裕量硬件平台设计,可120%重载长期运行,过载能力强;
2、油压和流量信号可以选择CAN通信给定和模拟量给定两种方式;
3、CA500全系列全系列内置制动单元,用户可按需配置制动电阻实现快速制动效果;
4、电液注塑伺服扩展卡搭配标准机型使用,方便安装、更换和版本升级;
5、优异的伺服电机控制算法,可以驱动行业通用的同步电机;
6、优异的伺服电机控制算法,发挥伺服电机快速响应特性;
7、八段专用PID模块,高精度高响应油压控制,压力波动低于±0.5bar;
四、小结
本文介绍了一种基于四方CA500系列重载型伺服驱动器的注塑机伺服驱动系统,该方案具有高效的节电功能,其节电率能达40~90%,且系统响应快,运行稳定可靠,保护功能强大,操作简单方便。既能够满足注塑成型工艺要求,提高产品质量和产量,又减少了设备维护费用,为用户创造了良好的经济效益。目前已成功应用于多个注塑机伺服应用系统。
审核编辑:汤梓红
全部0条评论

快来发表一下你的评论吧 !

