

燃气管线设备多为地下安装,为检修方便每隔一段距离会预留一个闸井,内部包含管路、膨胀节、阀门,而管路与阀门的连接采用法兰连接,螺栓紧固的方式,由于闸井内环境非常潮湿、通风条件差极易对法兰、管路及螺栓造成腐蚀。
在我们所知诸多设备的腐蚀中,法兰连接螺栓腐蚀最不起眼,但影响和危害很大。管路连接处法兰应用最广,法兰螺栓更是数量巨大,但是法兰螺栓作为关键的连接工件,却常常受到忽视。在日常工作中维修人员为提高对螺栓的保护效果,常常会采用机油、黄油、机油黄油混合油、螺栓保护帽等各种方法。但因为螺栓安装位置常在不便维护之处,给日常维护工作带来极大不便的同时存在安全隐患。

燃气管路、法兰及连接螺栓常常采用碳钢材质,由于其所在闸井内空气流通性差、内部非常潮湿。高湿度促进了金属与空气中氧气的化学反应,当相对湿度达到或超过70%时,金属表面的水蒸汽和氧气结合,加速了氧化过程,从而形成了锈迹。此外,如果螺栓、法兰表面附着有粉尘或金属颗粒物,长期处于潮湿的空气中,这些附着物与冷凝水就会发生电化反应,使螺栓、法兰受到腐蚀而生锈。
法兰、管路、螺栓出现锈蚀如果一直放任不管,长时间使用日积月累下会造成燃气泄露,不仅造成燃气的浪费,污染周边环境,且由于燃气属于易燃易爆气体极易造成火灾或爆炸,对人身及财产安全造成极大隐患。而且螺栓锈蚀不仅降低螺栓强度,检修时还会出现无法拆卸的情况,而燃气管路由于介质原因不允许动火作业,这就会给检修带来极大的困难。
针对法兰、螺栓锈蚀问题,传统解决办法一是抹涂黄油、机油。可以在一定程度上减少水汽对金属的锈蚀,但因隔绝性较差很难完全避免金属继续锈蚀,短时间还有效果,长时间使用效果很差;二是刷涂防锈漆。刷涂防锈漆是最常见的方式简单方便,但因防锈漆是一种硬膜,法兰及螺栓存在很多棱角与边缘,传统的油漆系统很难有效地覆盖边缘,而且由于环境过于潮湿防锈漆固化时间会大大延长,水汽在固化过程中会混入防锈漆内继续腐蚀金属,长时间在防锈漆底部腐蚀金属,氧化层会逐渐顶开漆膜造成防锈漆失效;三是机械解决方法。主要通过保护罩、夹具密封法兰和法兰间隙。通常是不锈钢或塑料材质,装有橡胶密封条,这种保护方法不太灵活,需要储存与各种尺寸法兰完全匹配的外罩或夹具。
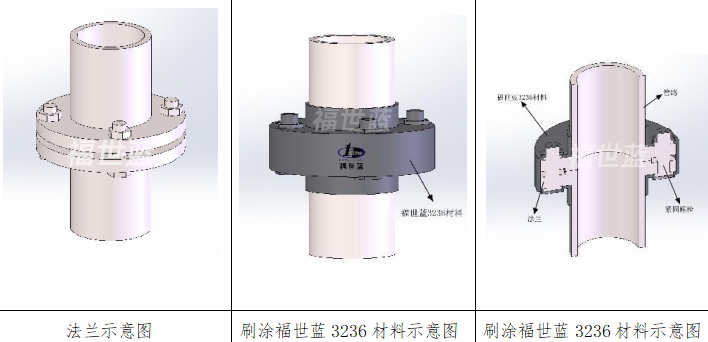
针对法兰、螺栓、管道锈蚀情况保护可以采用福世蓝3236柔性防腐复合材料配合福世蓝365免除锈水基涂层进行现场刷涂治理。
365 免除锈水基涂层是一种单组份、水性、丙烯酸共聚物底涂产品。可作为底涂用于潮湿或干燥表面。能将原有的锈转化成惰性保护涂层,从而密封水分,防止进一步的腐蚀。这种特殊配方的产品能在化学层面处理锈,达到快速处理和长期稳定的效果,不改变涂层的颜色。本产品与其他面涂产品配合使用达到长期保护防锈的效果。其产品优势:该产品为水基环保型,施工时无需喷砂处理、磨光机打磨处理,可将锈转化成耐用、持久和保护性涂层,且与基材附着力高。
福世蓝 3236 是一种双组分柔性复合材料,可保护各种法兰和设备免受湿气腐蚀、灰尘和环境的影响。该材料环保安全,不含异氰酸酯,能在极端温度条件下运行(-50°C 到+230°C),低表面处理,针对腐蚀的设备只需将浮锈清除即可对设备进行保护,施工方便不需要借助电气工具,它可以通过刷涂应用于新的或腐蚀的设备,维修时可以使用壁纸刀等刀具对材料切割和剥离以进行检查,检修完成后重新密封以继续保护。
1) 表面处理:使用钢丝刷或砂带对待保护位置进行简单表面处理,去除浮锈、松动的油漆等,使用干布擦拭表面杂质;
2) 刷涂福世蓝365免除锈材料:对于锈迹较多的法兰可以首先刷涂365免除锈材料,该材料能将原有的锈转化成惰性保护涂层,从而密封水分,防止进一步的腐蚀。使用前首先对产品进行搅拌避免底部有沉淀,对锈迹严重位置使用毛刷刷涂薄薄一遍福世蓝365免除锈材料;
3) 刷涂福世蓝3236材料底油:使用小毛刷将福世蓝3236产品底油1041材料均匀涂抹在法兰各处,包括螺栓和法兰接缝,涂抹尽量要薄,金属表层浸润即可,刷涂后等待几分钟使用干布将油迹进行擦拭,防止底油过多影响后面3236材料的刷涂;
4) 粘贴胶带:为避免材料的浪费及后期检修时的麻烦,使用配备的胶带将法兰缝隙封住,粘贴一圈即可;
5)调和福世蓝3236材料:将 3236 固化剂完全倒入打开的 3236 树脂中,用长型木片搅拌,刚开始要慢速搅拌,防止液体溅出,搅拌的时候要注意用木片不断的刮桶壁和桶底,使其均匀混合,混合时间为 5 分钟左右;
6)刷涂3236材料:用毛刷将 3236材料均匀涂抹在法兰各处,包括螺栓和法兰接缝处的胶带表面,厚度控制在 0.4 mm左右,以防止涂层流挂造成浪费,单组混合好的材料尽量在 60分钟内操作完毕。

全部0条评论

快来发表一下你的评论吧 !

