

电子说
手弧焊是用手工操作的焊接方法,因此焊缝的质量在很大程度上决定于焊工的操作技术。手弧焊时焊条要做三个方向的运动:朝熔池方向逐渐送进;沿焊接方向逐渐移动:必要时作有规则的横向摆动。
1)焊条朝熔池方向逐渐送进,这是为了以维持所要求的电弧长度。因此,焊条的送进速度应等于焊条的熔化速度,如果送进速度比熔化速度慢,则电弧被逐渐拉长,严重时形成断弧现象;反之,如果焊条送进速度太快,则弧长迅速缩短,最后导致焊条弓弩手焊件接触短路,电弧熄灭。
2)焊条沿焊接方向的移动速度,即手弧焊的焊接速度。太快时,电弧来不及熔化中够的焊条和母材,造成焊缝断面太小以及容易形成末焊透等缺陷;太慢时,熔化金属堆积过多,加大了焊缝断面,并且使焊件加热温度过高,薄件则容易烧穿。
3)焊条作横向摆动是为了获得一定宽度的焊缝,特别是当焊件开坡口时,由于焊口较宽,常采用摆动焊条使两侧金属能够焊透。
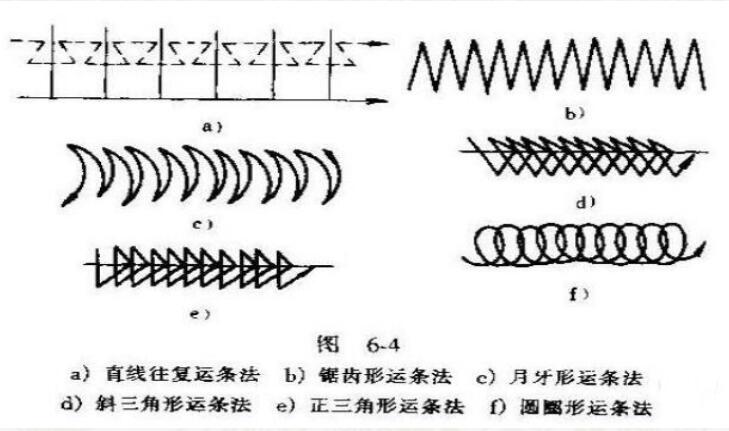
1、直线形运条法 焊接时焊条不作横向摆动,沿焊接方向作直线形运动,常用于开I形坡口的对接平焊、多层焊的第一层焊道或多层多道焊。
2、直线往复运条法 焊接时焊条末端沿焊缝的纵向作来回直线形摆动,特点是焊接速度快、焊缝窄、散热快,适于薄板和接头间隙较大的多层焊的第一层焊道。
3、锯齿形运条法 焊接时焊条末端作锯齿形连续摆动及向前移动,并在两边稍停片刻,摆动焊条是为了控制熔化金属的流动和得到必要的焊缝宽度,特点是操作容易掌握,各种焊接位置基本上均可采用。
4、月牙形运条法 焊接时焊条末端沿着焊接方向作月牙形的左、右摆动,特点是金属熔化良好,有较长的保温时间,气体容易析出,熔渣易上浮,焊缝质量较高。
5、三角形运条法 焊接时焊条末端分别作连续的斜三角形或正三角形运动,并向前移动。斜三角形运条法适于焊接平、仰位置的T形接头焊缝和有坡口的横焊缝,特点是能够借焊条的摆动不定来控制熔化金属,焊缝成形良好。正三角形运条法只适于开坡口的对接接头和T形接头焊缝的立焊,特点是一次就能焊出较厚的焊缝断面,焊缝不明产生夹潭,生产效率较高。
6、圆圈形运条法 焊接时焊条末端作圆圈形运动,并不断地前移。特点是熔池存在时间长,熔池金属温度高,气体和熔渣容易上浮,适用于焊接较厚焊件的平焊缝。
全部0条评论

快来发表一下你的评论吧 !

